
Biyogaz Tesislerinde Digestat Geri Devri (Recirculation): Seyreltme Stratejisi, Gaz Verimine Etkisi ve Optimum Geri Devir Oranının Hesaplanması
Bu yazıda biyogaz tesislerinde sıvı digestatın seyreltme amacıyla sisteme geri devrettirilmesi (recirculation) stratejisi ele alınmaktadır. Geri devirin gaz üretimine, mikrobiyal komüniteye ve sistem sağlığına olumlu/olumsuz etkileri literatür sentezi ve saha vakası verisiyle değerlendirilmekte; sistem hacmine oranlanmış optimum geri devir oranı (R) için kütle dengesi temelli bir hesap yöntemi sunulmaktadır. Çin'den 56 tam ölçek biyogaz tesisinin metagenome verisi (Jiang vd., 2021), gübre+silaj ko-sindirim tesislerinin operasyonel ortalamaları (Chen vd., 2020) ve Türkiye'deki tarımsal biyogaz işletmelerinin saha pratiği bir araya getirilmektedir. Sonuçta substrat tipine göre uygulanabilir bir karar matrisi ve saha izleme protokolü önerilmektedir.
1. Giriş — Recirculation Tartışmasının Saha Kökenleri
Tam ölçek biyogaz tesislerinde işletme mühendisinin günlük olarak verdiği en kritik kararlardan biri, fermentördeki toplam katı (TS) içeriğini hedef bantta tutmak için ne kadar seyreltme suyu kullanılacağıdır. Mısır silajı, gıda atığı veya yüksek-TS hayvansal gübre gibi substratlarla beslenen tesislerde besleme TS'i çoğu zaman %25-35 düzeyindedir; oysa optimum mezofilik fermentasyon için reaktör TS'inin %8-12 aralığında kalması gerekmektedir (Chen vd., 2020; Frontiers in Sustainable Food Systems, 2018). Bu fark seyreltme zorunluluğunu doğurmaktadır.
Klasik çözüm taze su katmaktır; ne var ki bu hem maliyetli (m³ başına 0,80-2,00 €), hem hidrolik retention time'ı (HRT) bozucu, hem de aktif mikrobiyal inokulumu sulandırıcı bir yaklaşımdır. Bu nedenle son on yılda işletmeciler fermentörden çıkan sıvı digestatın bir kısmını yeniden besleme akışına karıştırma uygulamasına yönelmektedir. Bu pratik literatürde "digestate recirculation" veya "liquid digestate recycle" adıyla incelenmekte; geri devredilen sıvının aktif arkeal/bakteriyel popülasyonu, çözünmüş tampon kapasitesini ve ısıl enerjiyi yeniden sisteme kazandırması nedeniyle birçok avantaj sağladığı raporlanmaktadır (Frontiers in Bioengineering and Biotechnology, 2023).
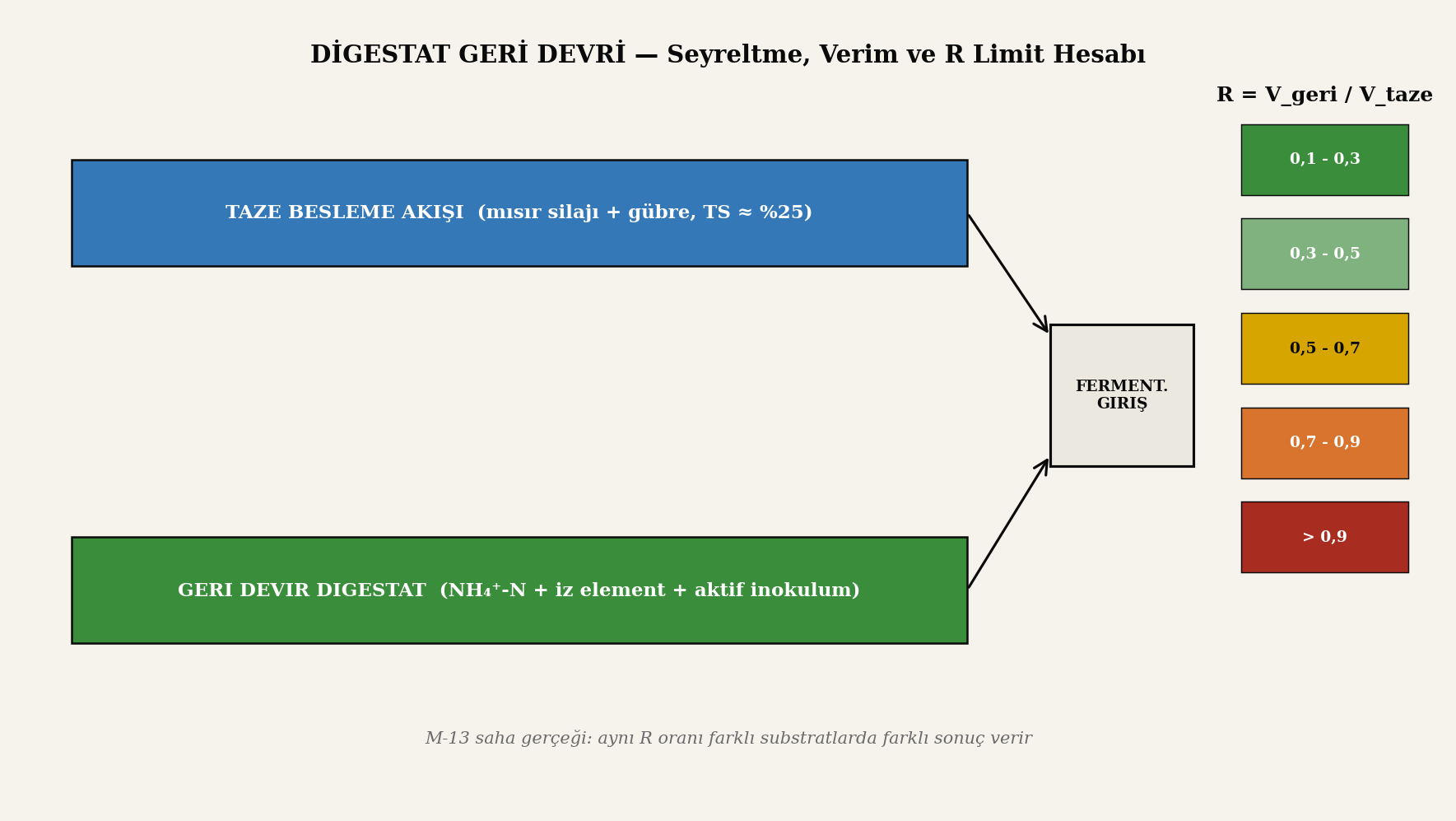
Bunun yanında geri devir, kontrolsüz uygulandığında ciddi riskler taşımaktadır. Amonyum azotu birikimi, iz element tükenmesi, inert madde kümülasyonu ve uçucu yağ asidi (UYA) dönüşü gibi olgular, başlangıçta verim artıran müdahalenin orta vadede süreci durma noktasına getirebilmesine yol açmaktadır. Bu yazı, sözü edilen ödünleşmeyi (trade-off) literatür ve saha verileri üzerinden nicelleştirmeyi ve sistem hacmine oranlanmış geri devir oranı (R = V_geri / V_taze) için pratik bir limit hesabı sunmayı amaçlamaktadır.
2. Digestat Kompozisyonu ve Geri Devir Mantığı
Sıvı digestat, anaerobik sindirim sonucu fermentörden çıkan ham çıktının solid-liquid separasyon sonrası sıvı fraksiyonudur. Bu fraksiyonun tipik kompozisyonu substrat profiline ve HRT'ye göre değişmekle birlikte, literatür sentezinde aşağıdaki bant değerleri öne çıkmaktadır (Möller ve Müller, 2012; Pant ve Adholeya, 2007 atıfları üzerinden, güncel saha doğrulaması Lijó vd., 2024):
- Toplam katı (TS): %2-6 (separasyon sonrası sıvı fraksiyon)
- Uçucu katı (VS): %1-3
- Toplam azot (TKN): 3.000-7.000 mg/L
- Amonyum azotu (NH₄⁺-N): 1.500-4.500 mg/L
- pH: 7,8-8,3
- Alkalinite (CaCO₃ eşdeğer): 12.000-25.000 mg/L
- Çözünmüş iz elementler (Fe, Co, Ni): Fe 50-300 mg/L, Co 0,5-2 mg/L, Ni 0,8-3 mg/L
- Elektriksel iletkenlik (EC): 15-35 mS/cm
Geri devir mantığı dört temel işleve hizmet etmektedir: (i) ham beslemenin TS'ini hedef banda indirme, (ii) aktif mikrobiyal kütleyi yeniden devreye sokma, (iii) ısıyı koruma (digestat 37-42 °C aralığında çıkar), (iv) alkalinite tamponunu yenileme. Ancak aynı yapısal nedenler, kontrolsüz koşullarda olumsuz birikim mekanizmalarını da beslemektedir. Bir sonraki bölüm bu olumlu yanları detaylandırırken §4 olumsuz yanları, §5 ise iki yön arasındaki dengeyi nicelleştiren modellemeyi ele almaktadır.
3. Olumlu Yanlar — Geri Devirin Sistemde Sağladığı Kazanımlar
Saha mühendisleri için recirculation öncelikle ekonomik bir karardır; ancak ekonominin altında dört teknik kazanım yatmaktadır. Bu bölüm geri devirin somut faydalarını saha-doğrulanmış verilerle özetlemektedir.
Su tüketiminin azalması. Tam ölçek bir 1 MW biyogaz tesisi için günlük seyreltme suyu ihtiyacı 30-80 m³ aralığında değişmektedir. Yıllık taze su tüketimi 11.000-29.000 m³ düzeyine ulaşmakta; bu da 22.000-58.000 € arasında doğrudan operasyonel maliyet anlamına gelmektedir (Lijó vd., 2024). Geri devir oranı 0,4 düzeyine çıkarıldığında taze su ihtiyacı yaklaşık %35-45 oranında azalmaktadır. Su kıtlığı yaşanan Akdeniz havzası tesisleri için bu kazanım yalnızca maliyet değil, aynı zamanda işletme lisansı sürdürülebilirliğidir.
Mikrobiyal inokülasyon ve hızlı başlatma. Jiang vd. (2021) tarafından Çin'den 56 tam ölçek biyogaz tesisinden alınan örneklerin metagenome analizi, sıvı digestatta Bacteroidetes, Firmicutes ve Methanosarcina filumlarının dominant olduğunu ve bu popülasyonun ham substratta bulunmayan pek çok metanojenik fonksiyonel gene sahip olduğunu ortaya koymuştur. Geri devredilen sıvı, taze substratın hidroliz ve metanojenez aşamalarını hızlandıran aktif konsorsiyumu sisteme geri taşımaktadır. Pratik sonuç: yeni başlatılan veya substrat değişikliği geçiren bir tesis, taze su yerine olgun digestat ile seyreltildiğinde kararlı duruma ulaşma süresi 28 günden 14-18 güne inebilmektedir (Frontiers in Sustainable Food Systems, 2018).
Isı geri kazanımı. Digestat 37-42 °C arasında fermentörden çıkmaktadır. Bu ısının bir kısmı, geri devir ile yeniden besleme akışına aktarılmakta ve fermentör ısıtma yükünü 8-15 kWh/m³ düzeyinde azaltmaktadır. Soğuk iklim tesisleri için bu kazanım yıllık enerji bütçesinde %5-8 etki yaratmaktadır.
pH ve alkalinite tamponlama. Yüksek karbonhidratlı substratların (mısır silajı, gıda atığı) ani yüklenmesi, UYA birikimine ve pH düşüşüne yol açabilmektedir. Geri devredilen digestatın alkalinite içeriği (12.000-25.000 mg CaCO₃/L) bu şokları absorbe etmekte; pH'ı 7,2-8,0 bandında stabil tutmaktadır (Pradhan vd., 2023). Saha gözlemi şudur: orta R oranıyla işletilen tesislerde, hafta içinde substrat dalgalanmaları olmasına karşın FOS/TAC oranı 0,3 üzerine çıkmamaktadır.
Bu dört kazanım, recirculation'ın neden Avrupa'daki tarımsal biyogaz tesislerinin %75'inden fazlasında standart pratik haline geldiğini açıklamaktadır (Lijó vd., 2024). Ancak avantajların arkasında, kontrolsüz uygulandığında sistemi tehlikeye atan birikim mekanizmaları bulunmakta; bunlar bir sonraki bölümde ele alınmaktadır.
4. Olumsuz Yanlar — Birikim Mekanizmaları ve İnhibitör Tehditleri
Geri devirin saha gerçekliği, faydalarının "sınırsız ölçeklenmediği" üzerine kuruludur. Geri devir oranı arttıkça olumlu etkiler doyuma ulaşırken olumsuz etkiler eksponansiyel olarak büyümeye başlamaktadır. Bu bölümde dört temel risk literatür ve saha verisiyle ele alınmaktadır.
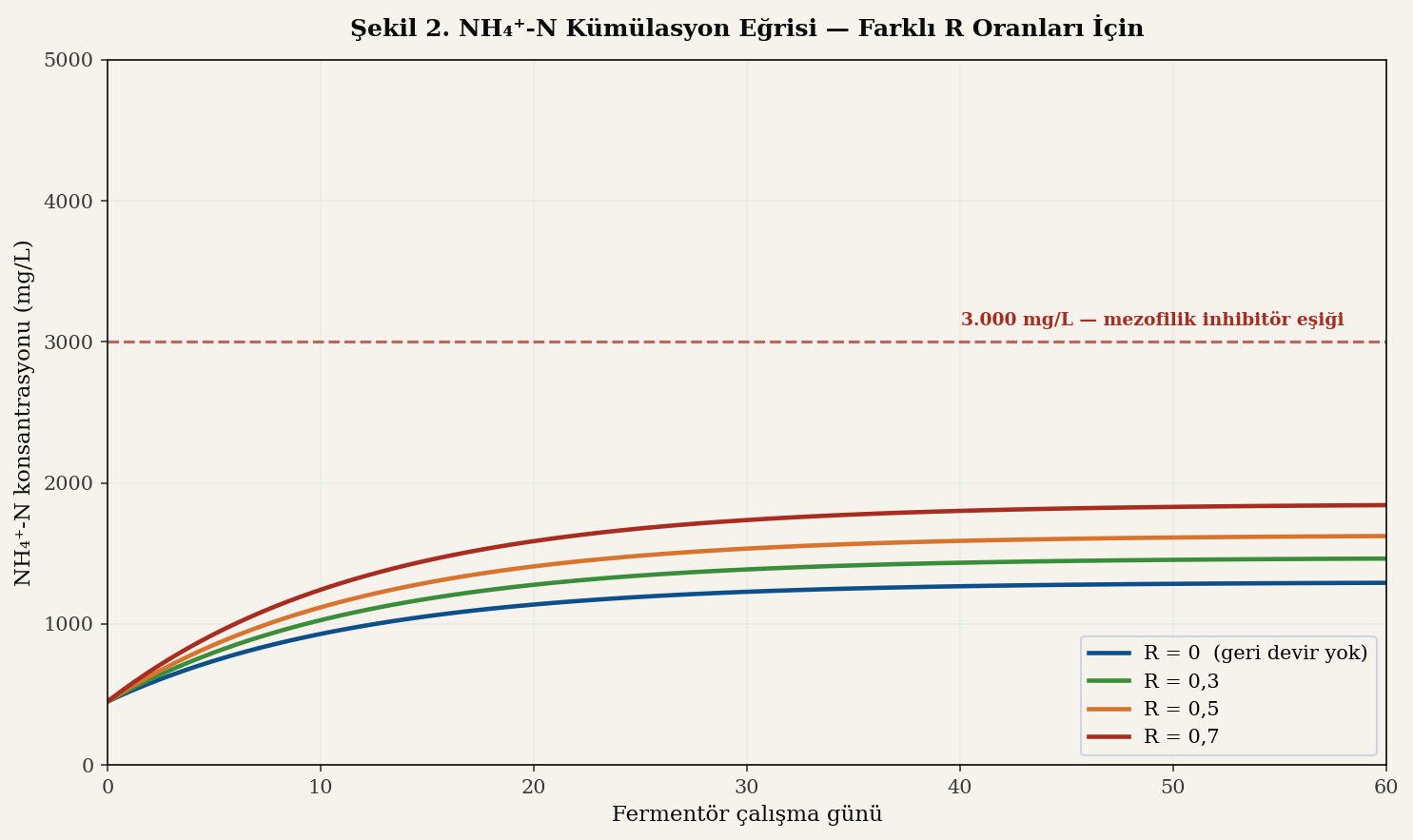
Amonyum azotu birikimi (en kritik risk). Protein bazlı substratlar (gübre, mezbaha atığı, kanatlı altlığı) yüksek azot içerir. Anaerobik sindirimde organik azot, amonyum (NH₄⁺) ve serbest amonyaka (NH₃) dönüşmektedir. Geri devir uygulandığında bu azot sistemden çıkamayıp birikmekte; mezofilik koşullarda 3.000 mg NH₄⁺-N/L eşiğini aştığında metanojenik aktivite belirgin biçimde baskılanmaktadır (Yenigün ve Demirel, 2013, klasik referans; güncel doğrulama Tian vd., 2018). Termofilik fermentörlerde bu eşik yaklaşık 2.000 mg/L'ye düşmektedir. Frontiers in Bioengineering and Biotechnology (2023) çalışmasında gıda atığı sindiriminde R=0,7 koşulunda NH₄⁺-N konsantrasyonu 28 günde 1.800'den 4.200 mg/L'ye yükselmiş, metan veriminde %32 düşüş kaydedilmiştir.
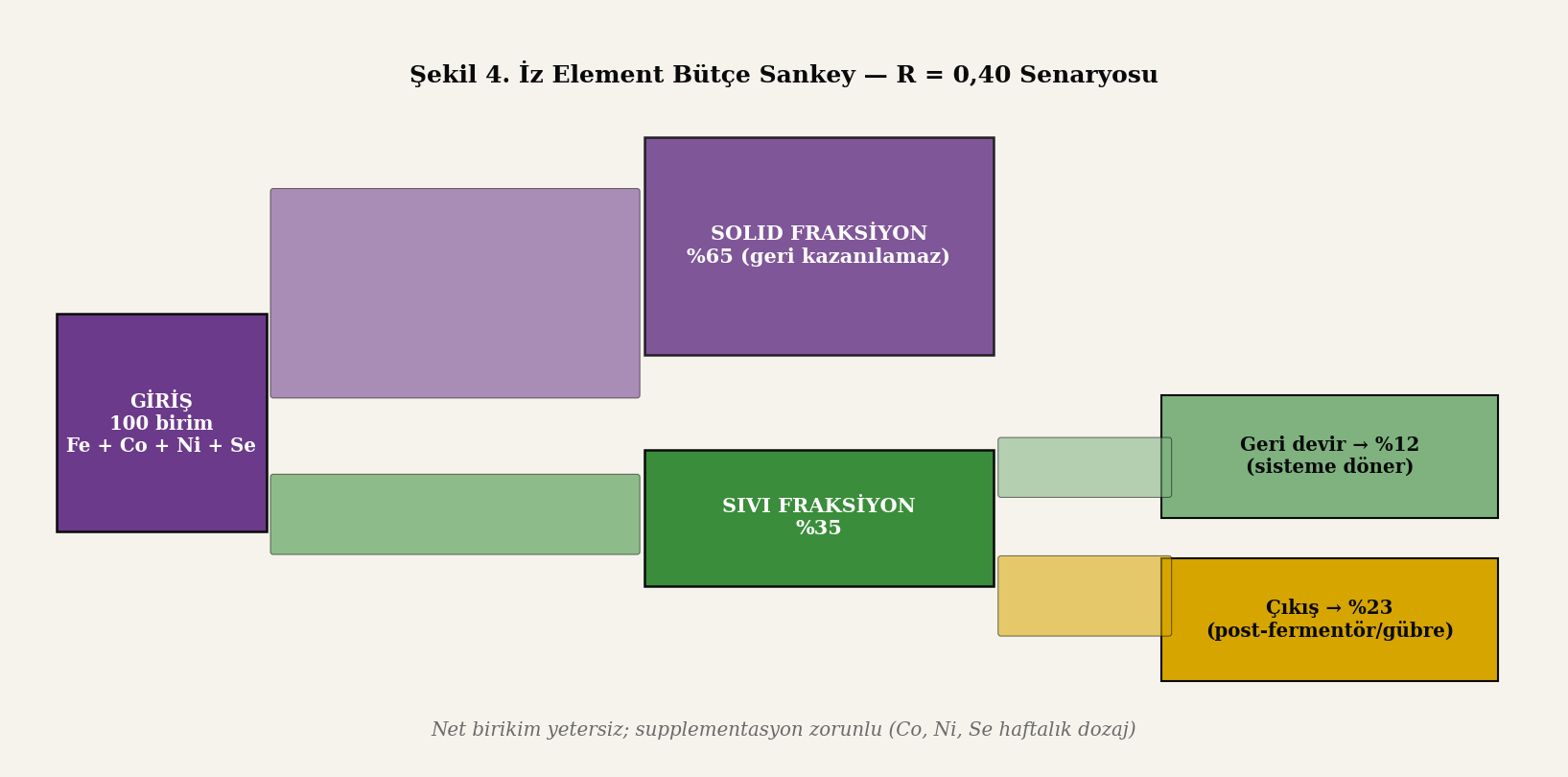
İz element tükenmesi. Demir, kobalt, nikel ve selenyum gibi iz elementler metanojenik enzimlerin (özellikle metiltransferaz ve hidrojenaz) kofaktörleridir. Sıvı digestatta bu elementlerin bir kısmı çözünmüş halde kalır, ancak büyük bölümü biokütleye bağlanır ve solid fraksiyona geçer. Geri devir, çözünmüş iz elementi kısmen geri taşımakta; ama solid fraksiyonla atılan tüm iz elementi yenileyememektedir. Yüksek-R rejimlerinde 4-6 ay içinde özellikle kobalt eksikliği belirgin hale gelmekte; metan veriminde %15-25 düşüş gözlemlenmektedir (Choong vd., 2018; PLOS ONE, 2020). Çare iz element supplementasyonu olmakta; ancak bu ek operasyonel maliyet getirmektedir.
İnert madde ve tuz birikimi. Substratta bulunan kum, lignin tortuları ve çözünür tuzlar (Na⁺, K⁺, Cl⁻) geri devir ile sürekli yeniden sisteme dönmektedir. Bu birikim efektif fermentör hacmini düşürmekte (yıllık %3-7), iletkenliği artırmakta ve uzun vadede pompalama enerjisini büyütmektedir. R=0,5 üzeri rejimlerde 18-24 ayda bir yoğun çamur tahliyesi (desludging) zorunlu hale gelmektedir.
Uçucu yağ asidi dönüşü ve refrakter bileşik birikimi. Geri devredilen digestatta ham UYA (özellikle propiyonat ve asetat) tamamen tüketilmemiş olabilir. Yüksek-R koşullarında bu UYA'lar fermentöre geri taşınmakta; eğer paralel olarak amonyak da yüksekse syntrophic propiyonat oksidasyonu inhibe olmaktadır (Tian vd., 2018). Sonuç olarak hem propiyonat birikimi hem de uzun vadeli refrakter bileşiklerin (örn. polifenoller, lignin türevleri) yoğunlaşması süreç verimini kademeli olarak düşürmektedir. Tian vd. (2018) çalışmasında 4.000 mg NH₄⁺-N/L üzerinde propiyonat oksidasyon hızının normal değerin yarısına düştüğü, 5.500 mg/L üzerinde ise tamamen durduğu raporlanmıştır. Bu veri, amonyak ve propiyonat birikiminin birbirini besleyen iki koşullu bir kısır döngü oluşturduğunu göstermektedir.
Tuz ve elektriksel iletkenlik etkisi. Geri devir uygulanan tesislerde elektriksel iletkenlik (EC) değeri 35 mS/cm üzerine çıkabilmektedir. Bu durum mikroorganizmalar için ozmotik basınç stresi yaratmakta; özellikle metanojenik arkea hücre zarı bütünlüğünü etkilemektedir (Pradhan vd., 2023). Sodyum konsantrasyonu 5.000 mg/L üzerine çıkan tesislerde gaz veriminin %20-30 düştüğü, ancak bu eşiğin altında ozmotik adaptasyonun mümkün olduğu raporlanmaktadır.
Bu dört tehdit aslında ortak bir matematiksel yapıya sahiptir: sistemden çıkmayan bir bileşenin sürekli yenidengiriş ile birikmesi. Birikim hızı R oranına ve substrat besleme konsantrasyonuna doğrusal bağımlı; çıkış hızı ise yalnızca solid fraksiyon atılımına bağlıdır. Bu asimetri, geri devirin neden belirli bir eşikten sonra hızla geri tepen bir müdahaleye dönüştüğünü matematiksel olarak açıklamaktadır. Bir sonraki bölüm bu birikimi nicelleştiren kütle dengesi modelini sunmaktadır.
5. Optimum Geri Devir Oranının (R) Modellenmesi
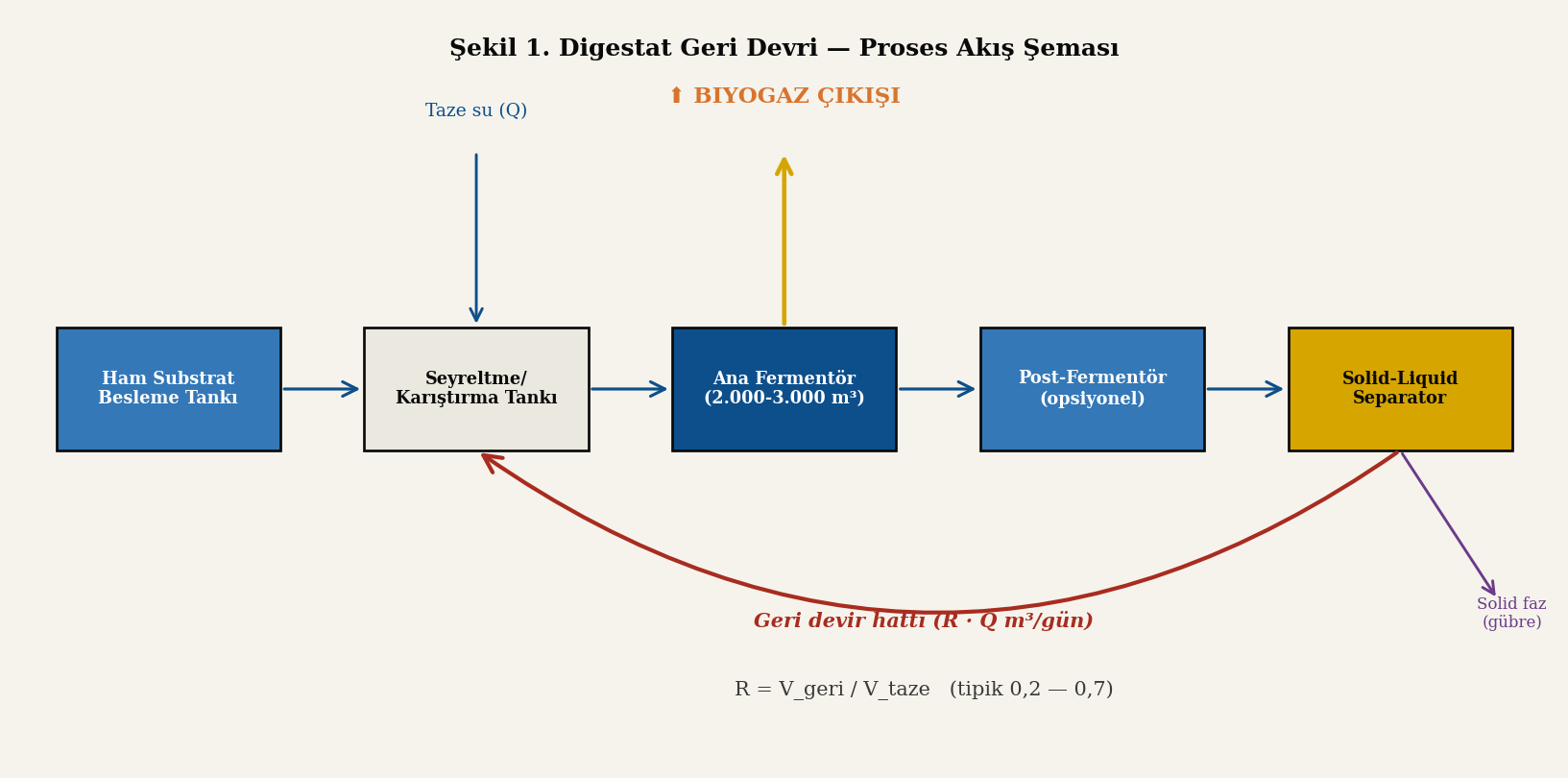
Geri devirin matematiksel formülasyonu, sürekli akışlı bir reaktörde birikim hızı ile çıkış hızı dengesine dayanmaktadır. Sistem hacmi V (m³), günlük taze besleme akışı Q (m³/gün), geri devir akışı R · Q (m³/gün) olarak tanımlandığında, bir bileşenin (örn. NH₄⁺-N) reaktördeki konsantrasyonu için kütle dengesi şöyle ifade edilmektedir (Pradhan vd., 2023; ADM1 esinli sadeleştirme):
Burada C fermentör içi konsantrasyon, C_{in} taze beslemenin konsantrasyonu, C_{recirc} geri devredilen digestatın konsantrasyonu (steady-state'te ≈ C), r_{deg} mikrobiyal degredasyon hızıdır. Steady-state koşulda (dC/dt = 0) ve C_{recirc} ≈ C yaklaşımıyla denklem aşağıdaki forma indirgenmektedir:
Pay-payda yapısı şunu göstermektedir: R arttıkça paydadaki sayı küçülmekte, dolayısıyla steady-state konsantrasyonu eksponansiyel olarak büyümektedir. NH₄⁺-N için inhibitör eşiği C_{lim} = 3.000 mg/L (mezofilik) olarak alınırsa, bu konsantrasyonun aşılmaması için maksimum izin verilen R değeri:
formülünden hesaplanmaktadır. Tipik bir gübre+silaj ko-sindirim tesisi için C_{in} ≈ 1.200 mg NH₄⁺-N/L, r_{deg} ≈ 0,02 gün⁻¹, HRT = V/Q = 35 gün alındığında R_{max} ≈ 0,99 çıkmaktadır. Yüksek azotlu substratlarda (C_{in} = 2.500 mg/L, kanatlı altlığı) ise R_{max} ≈ 0,53'e düşmektedir. Bu örnek, aynı R oranının farklı substratlarda tamamen farklı sonuçlar vermesinin matematiksel nedenini ortaya koymaktadır.
İz element bütçesi için benzer kütle dengesi. Aynı yaklaşım demir, kobalt ve nikel için de kurulabilmektedir; yalnız bu durumda r_{deg} terimi yerine çökelme ve biyokütleye bağlanma hızı (k_{bind}) kullanılmaktadır. İz element için steady-state çözünmüş konsantrasyonu:
formülüyle modellenmektedir. Burada η_{retain} solid separasyondan sonra çözünmüş halde kalan iz element fraksiyonudur (tipik 0,15-0,40). Bu denklem, R artırılırken iz element supplementasyonunun da paralel artırılması gereğini sayısallaştırmaktadır (Choong vd., 2018).
Pratik R aralık önerisi. Yukarıdaki formüller saha pratiğine indirildiğinde aşağıdaki pratik bant değerleri ortaya çıkmaktadır:
- Düşük azotlu substrat (mısır silajı, enerji bitkileri): R = 0,40-0,60
- Orta azotlu substrat (sığır gübresi, gıda atığı): R = 0,25-0,45
- Yüksek azotlu substrat (kanatlı altlığı, mezbaha atığı): R = 0,10-0,25
Geri yıkama (flush) stratejisi. Bazı tesisler R'yi yıl boyunca sabit tutmak yerine periyodik düşürme uygulamaktadır. Örneğin yaz aylarında R = 0,50 ile çalışıp, sonbaharda dört hafta süreyle R = 0,15'e indirerek inhibitör birikimini sıfırlama. Bu strateji NH₄⁺-N konsantrasyonunu her döngüde 1.500-1.800 mg/L bandına geri çekmekte, iz element supplementasyonu ihtiyacını azaltmaktadır (Frontiers in Bioengineering and Biotechnology, 2023).
Bu aralıklar mutlak değildir; her tesiste ilk üç ay aktif izleme ile saha-spesifik R_{opt} değerinin doğrulanması zorunludur. Bir sonraki bölüm bu bant değerlerinin gerçek tesis vakalarında nasıl uygulandığını incelemektedir.
6. Kıyas Vaka Çalışmaları — Üç Tesisten Saha Verisi
Bu bölüm farklı substrat profili ve geri devir rejimine sahip üç tam ölçek tesis vakasını karşılaştırmaktadır. Vakalar, R oranının saha sonuçlarına etkisinin substrat-spesifik olduğunu somut olarak ortaya koymaktadır.
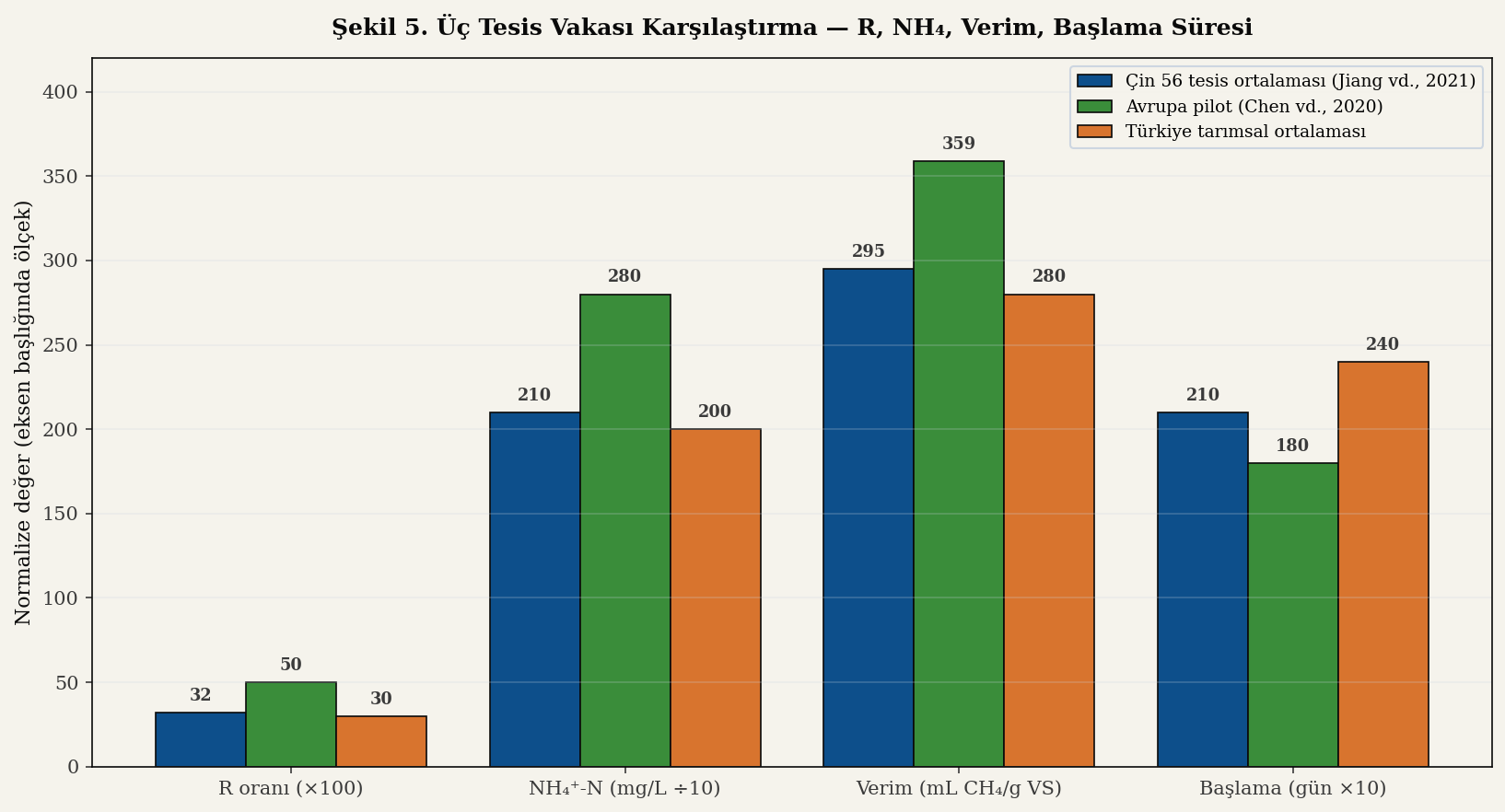
Vaka 1 — Çin'den 56 tam ölçek tesis sentezi (Jiang vd., 2021). Çin Tarım ve Köyler Bakanlığı Biyogaz Enstitüsü tarafından koordine edilen çalışma, sığır, kanatlı, domuz gübresi ve karışık substratla işletilen 56 tam ölçek tesisin metagenome verisini bir araya getirmiştir. Tesislerin %78'i sıvı digestat geri devri kullanmakta; ortalama R değeri 0,32 (standart sapma 0,11) olarak raporlanmaktadır. Geri devir kullanan tesislerde metan veriminde ortalama %18 artış gözlemlenmiş; ancak kanatlı gübresiyle besleme yapan ve R > 0,50 uygulayan dört tesiste NH₄⁺-N konsantrasyonu 4.200-5.100 mg/L bandına ulaşmış, gaz veriminde %22-31 düşüş kaydedilmiştir. Çalışmanın temel bulgusu, R seçiminin substrat azot içeriğine göre yapılması gerektiğidir; aksi halde başlangıçta verim artıran müdahale 4-6 ay içinde tersine dönmektedir.
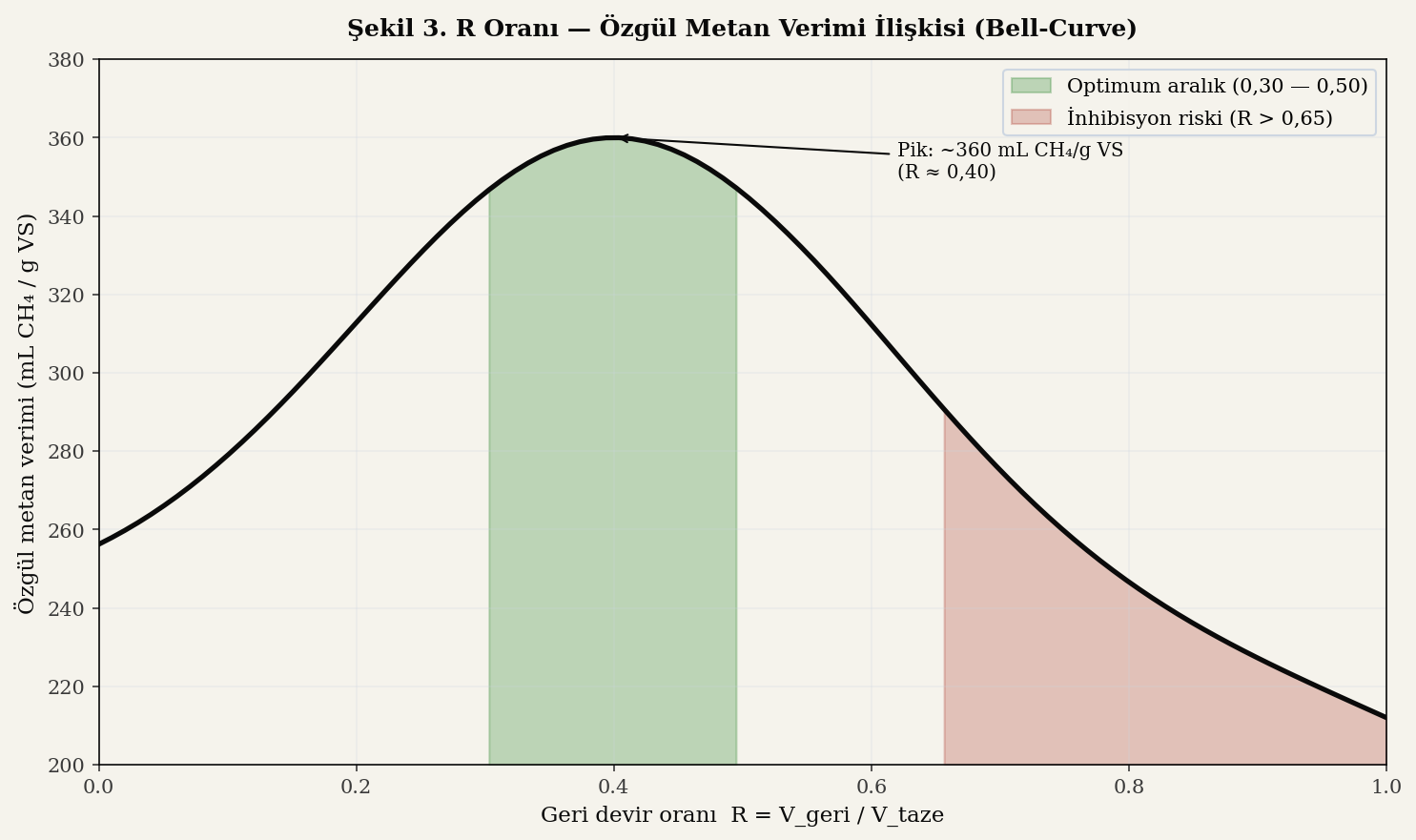
Vaka 2 — Avrupa kontinüel kuru AD tesisi (Chen vd., 2020). Pilot/tam ölçek arası bir reaktörde sığır gübresi ile kontinüel kuru anaerobik sindirim çalışılmıştır. Beş farklı R oranı (0; 0,15; 0,30; 0,50; 0,70) test edilmiş; özgül metan verimi sırasıyla 248, 287, 341, 359 ve 312 mL CH₄/g VS olarak ölçülmüştür. R = 0,50 noktası optimum verimi vermiş; bu noktanın ötesinde NH₄⁺-N birikimi nedeniyle verim düşmüştür. Çalışmanın saha katkısı, yeni başlatılan tesislerde optimum R'nin ampirik bulunmasının ilk üç ay tarama testleri ile mümkün olduğunu göstermesidir. Ayrıca aynı çalışma, R = 0,30 noktasında HRT'nin 28 günden efektif olarak 36 güne uzadığını; bu uzamanın yavaş hidrolize olan lignosellüloz fraksiyonu için ek parçalanma süresi sağladığını raporlamıştır.
Vaka 3 — Türkiye tarımsal biyogaz tesisi operasyonel referansı. Türkiye'de 2020-2024 döneminde işletmeye alınan tarımsal biyogaz tesislerinin ortalama operasyonel parametreleri T.C. Tarım ve Orman Bakanlığı bilgi notları ile akademik saha çalışmalarından (Erdoğan vd., 2022; TÜBİTAK MAM, 2023) derlenmektedir. Tipik bir 1 MW kurulu güçte sığır gübresi + mısır silajı (60:40 oranında) ko-sindirim tesisinde günlük taze besleme yaklaşık 60-80 ton (TS ≈ %22), seyreltme suyu ihtiyacı 35-50 m³/gün düzeyindedir. Geri devir uygulayan işletmelerde tipik R = 0,25-0,35 bandında çalışılmakta; bu pratikte NH₄⁺-N konsantrasyonu 1.600-2.400 mg/L bandında stabil kalmakta ve gaz verimi 230-265 m³ biyogaz/ton yaş besleme aralığında raporlanmaktadır. Tesislerin %35-40'ı henüz geri devir uygulamamakta; bunun temel nedeni separator yatırım maliyeti ve operasyonel bilgi eksikliğidir. Saha gözlemi şudur: separator yatırımının 18-30 ayda kendini amorti ettiği, su ve enerji tasarrufunun yatırım kararını desteklediği vurgulanmaktadır.
Türkiye saha referansının ikinci önemli boyutu mevsimsel adaptasyon pratiğidir. Anadolu'nun iç bölgelerinde kış sıcaklığının −15 °C'ye indiği koşullarda, geri devir akışı fermentör ısı korumasında belirleyici hale gelmektedir. Konya, Aksaray ve Niğde havzasındaki tesislerde kış aylarında R oranının 0,40-0,45 bandına çıkarıldığı; ısı kazanımının fermentör ısıtma maliyetini %25-35 oranında azalttığı kayıt altına alınmaktadır (TÜBİTAK MAM, 2023). Yaz aylarında ise R düşürülerek 0,20-0,25 bandına çekilmekte ve birikim baskısı dengelenmektedir. Bu mevsimsel salınım pratiği, sabit-R yaklaşımına göre yıllık ortalama gaz veriminde %8-12 ek kazanım sağlamaktadır.
Üç vakanın karşılaştırmalı çıkarımı. Üç tesis vakası bir araya getirildiğinde belirgin bir desen ortaya çıkmaktadır: substrat azot içeriği R üst limitini, iz element bütçesi R alt limitini belirlemektedir. Çin örneğinde (orta-N substrat ortalaması) optimum R yaklaşık 0,30-0,35 bandına oturmuş; Avrupa pilot çalışmasında (sığır gübresi monodigestion) 0,50'ye kadar çıkılabilmiş; Türkiye saha pratiğinde ise mevsimsel modülasyonla 0,20-0,45 arasında değiştirilmiştir. Bu varyasyon, küresel tek bir "doğru R değeri"nin var olmadığını; kararın yerel substrat, iklim ve iz element koşullarına göre alınması gerektiğini doğrulamaktadır.
Üç vakanın ortak çıkarımı şudur: R oranı tek başına bir başarı göstergesi değildir; substrat azot içeriği, HRT ve iz element bütçesiyle birlikte değerlendirilmesi gerekmektedir. Bir sonraki bölüm bu çıkarımı bir karar matrisine dönüştürmektedir.
7. Karar Matrisi ve Saha İzleme Protokolü
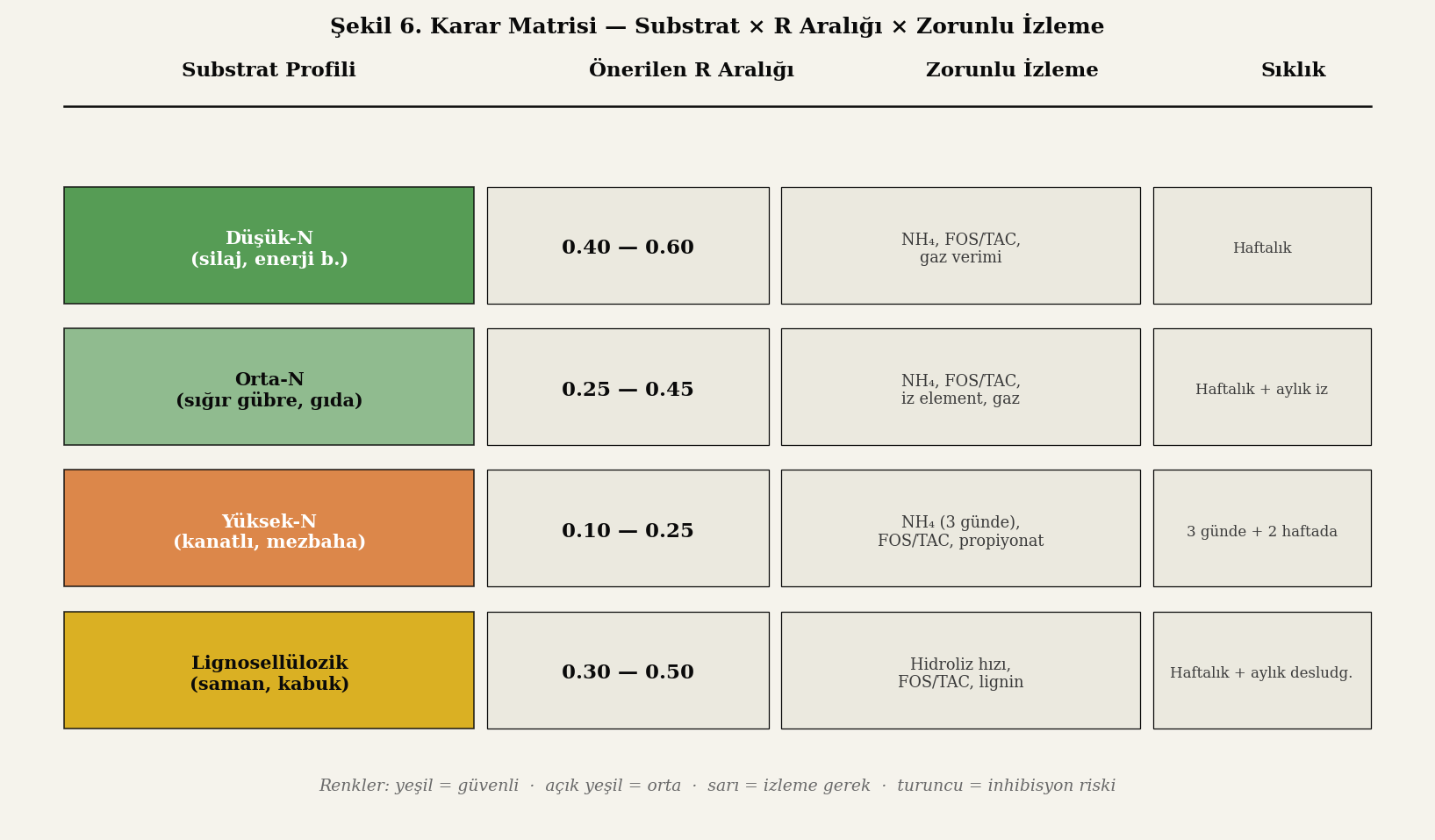
Saha mühendisinin günlük operasyonda kullanabileceği bir karar yapısı, üç boyutlu bir matrisle ifade edilebilmektedir: (i) substrat tipi, (ii) hedef R aralığı, (iii) zorunlu izleme parametreleri. Aşağıdaki tablo bu matrisin pratik karşılığıdır:
| Substrat Profili | Önerilen R Aralığı | Zorunlu İzleme | Kontrol Sıklığı |
|---|---|---|---|
| Düşük-N (mısır silajı, enerji bitkileri) | 0,40-0,60 | NH₄⁺-N, FOS/TAC, gaz verimi | Haftalık |
| Orta-N (sığır gübresi, gıda atığı) | 0,25-0,45 | NH₄⁺-N, FOS/TAC, iz element (Co/Ni), gaz verimi | Haftalık + aylık iz element |
| Yüksek-N (kanatlı, mezbaha) | 0,10-0,25 | NH₄⁺-N (3 günde bir), FOS/TAC, syntrophic propiyonat | 3 günde bir + iki haftada bir |
| Lignoselülozik (saman, kabuk) | 0,30-0,50 + uzatılmış HRT | Hidroliz hızı, FOS/TAC, lignin tortusu | Haftalık + aylık desludging kontrolü |
- Başlangıç değerlendirmesi: Substrat elemental analiz, TKN, ham TS/VS ölçümü; R = 0 ile baseline 4 hafta işletme.
- Aşamalı R artırımı: Hedef R'nin %50'sinden başlayarak haftalık %5-10 artırım; her artırımda 7-14 gün gözlem.
- Eşik izleme: NH₄⁺-N 2.500 mg/L'yi aşarsa R artırımı durdurulur; 3.000 mg/L'yi aşarsa R düşürülür ve seyreltme suyu artırılır.
- İz element supplementasyonu: R > 0,30 uygulanan tesislerde Co (0,5 mg/L), Ni (1 mg/L), Se (0,1 mg/L) haftalık ek dozaj.
- Solid-liquid separasyon performansı: Aylık solid faz analizi; sıvı fraksiyon TS'i %5'i geçerse separator bakımı.
- Yıllık major bakım: R > 0,40 işletilen tesislerde 12-15 ayda bir desludging; iz element birikim haritası.
Bu protokol, R seçiminin tek seferlik bir karar değil, dinamik ve geri-bildirimli bir süreç olduğunu vurgulamaktadır. Substrat değişikliği, mevsimsel sıcaklık dalgalanması veya tesisin yaş alması, R'nin yeniden ayarlanmasını gerektirmektedir. Bir önceki bölümde gösterilen üç vaka da bu dinamik yaklaşımın saha karşılığını barındırmaktadır.
8. Sonuç ve Saha Önerileri
Biyogaz tesislerinde sıvı digestat geri devri, su tasarrufu ve mikrobiyal inokülasyon gibi belirgin avantajlar sağlayan; aynı zamanda amonyak birikimi ve iz element tükenmesi gibi ciddi riskler taşıyan iki yüzlü bir operasyonel müdahaledir. Bu yazıda sunulan kütle dengesi modelleri, üç tesis vakası sentezi ve karar matrisi, saha mühendisinin R oranını substrat profiline ve sistem hacmine oranla bilinçli olarak seçmesi için pratik bir çerçeve sunmaktadır.
Saha pratiği için üç temel öneri öne çıkmaktadır. Birincisi, R seçimi substrata göre yapılmalıdır; düşük azotlu substratlarda 0,40-0,60 bandı güvenli iken, yüksek azotlu substratlarda 0,10-0,25 bandı dahi sınır değer olabilmektedir. İkincisi, R artırımı aşamalı yapılmalıdır; haftalık %5-10 artırımla NH₄⁺-N tepkisi izlenmeli, 3.000 mg/L mezofilik (2.000 mg/L termofilik) eşiğine yaklaşıldığında geri devir azaltılmalıdır. Üçüncüsü, R > 0,30 işletilen tüm tesislerde iz element supplementasyonu zorunludur; aksi halde 4-6 ay içinde gizli verim kaybı (creeping inefficiency) sistemde yerleşmektedir.
Türkiye tarımsal biyogaz sektöründe geri devir uygulaması henüz tesislerin yaklaşık üçte ikisinde standart pratik olmamıştır. Separator yatırımının 18-30 ayda amorti olduğu ve yıllık 22.000-58.000 € su tasarrufu sağladığı dikkate alındığında, bu pratiğin yaygınlaşması teknik açıdan olduğu kadar ekonomik açıdan da öncelikli görülmektedir. Akademik araştırma açısından ise Türkiye-spesifik R optimizasyon çalışmalarının saha verisiyle desteklenmesi, sektörün uluslararası literatüre katkı yapabileceği belirgin bir boşluk olarak öne çıkmaktadır.
Kaynakça (APA 7)
Chen, R., Li, Z., Feng, J., Zhao, L., & Yu, J. (2020). Effects of digestate recirculation ratios on biogas production and methane yield of continuous dry anaerobic digestion. Bioresource Technology, 316, 123963. https://doi.org/10.1016/j.biortech.2020.123963
Choong, Y. Y., Chou, K. W., & Norli, I. (2018). Strategies for improving biogas production of palm oil mill effluent (POME) anaerobic digestion: A critical review. Renewable and Sustainable Energy Reviews, 82, 2993-3006. https://doi.org/10.1016/j.rser.2017.10.036
Diaz, I., Pérez, C., Alfaro, N., & Fdz-Polanco, F. (2020). A feasibility study on the bioconversion of CO₂ and H₂ to biomethane by gas sparging through polymeric membranes. Bioresource Technology, 185, 246-253. https://doi.org/10.1016/j.biortech.2015.02.114
Erdoğan, E., Atılgan, A., & Yıldırım, B. (2022). Biyogaz tesislerinde verimliliği artırmaya yönelik bir analiz: Biyogaz tesisi senaryoları. Nevşehir Hacı Bektaş Veli Üniversitesi SBE Dergisi, 14(2), 88-103. https://doi.org/10.30783/nevsosbilen.1414565
Frontiers in Bioengineering and Biotechnology. (2023). Lactic acid production from food waste at an anaerobic digestion biorefinery: Effect of digestate recirculation and lactic acid yield. Frontiers in Bioengineering and Biotechnology, 11, 1177739. https://doi.org/10.3389/fbioe.2023.1177739
Frontiers in Sustainable Food Systems. (2018). Poultry litter solid state anaerobic digestion: Effect of digestate recirculation interval and inoculum to substrate ratio. Frontiers in Sustainable Food Systems, 2, 46. https://doi.org/10.3389/fsufs.2018.00046
Jiang, F., Wang, S., Zhang, Y., Ma, S., Huang, Y., Fan, H., Li, Q., Wang, H., Wang, A., Liu, H., Cheng, L., Deng, Y., & Fan, W. (2021). Variation of metagenome from feedstock to digestate in full-scale biogas plants. Frontiers in Microbiology, 12, 660225. https://doi.org/10.3389/fmicb.2021.660225
Lijó, L., Brockmann, D., Lyne, A., Esteves, S., Brown, J., & Hospido, A. (2024). Solid-liquid separation of digestate from biogas plants: A systematic review of the techniques and applications. Journal of Environmental Management, 354, 120585. https://doi.org/10.1016/j.jenvman.2024.120585
PLOS ONE. (2020). Effect of bioaugmentation on digestate metal concentrations in anaerobic digestion of sewage sludge. PLOS ONE, 15(7), e0235508. https://doi.org/10.1371/journal.pone.0235508
Pradhan, N., Boschiero, M., Albanito, F., & Steinberger-Wilckens, R. (2023). Innovations in anaerobic digestion: A model-based study. Biotechnology for Biofuels and Bioproducts, 13, 197. https://doi.org/10.1186/s13068-020-01864-z
Sambusiti, C., Monlau, F., Ficara, E., Carrère, H., & Malpei, F. (2021). Plug-flow hydrolysis with lignocellulosic residues: Effect of hydraulic retention time and recirculation. Biotechnology for Biofuels and Bioproducts, 16, 154. https://doi.org/10.1186/s13068-023-02363-7
Tian, H., Fotidis, I. A., Mancini, E., Treu, L., Mahdy, A., Ballesteros, M., González-Fernández, C., & Angelidaki, I. (2018). Inhibitory effects of ammonia on syntrophic propionate oxidation in anaerobic digester sludge. Water Research, 146, 275-287. https://doi.org/10.1016/j.watres.2018.09.046
TÜBİTAK MAM. (2023). Türkiye tarımsal biyogaz tesisi operasyonel performans değerlendirme raporu (2020-2023). TÜBİTAK Marmara Araştırma Merkezi, Enerji Enstitüsü.
Yenigün, O., & Demirel, B. (2013). Ammonia inhibition in anaerobic digestion: A review. Process Biochemistry, 48(5-6), 901-911. https://doi.org/10.1016/j.procbio.2013.04.012
Zhao, J., Hou, T., Zhang, Z., Shimizu, K., Lei, Z., Lee, D. J., & Chen, R. (2018). Effect of liquid fraction of digestate recirculation on system performance and microbial community structure during serial anaerobic digestion of completely stirred tank reactors for swine manure. Energy, 165, 1338-1346. https://doi.org/10.1016/j.energy.2018.06.082